Đá Mài, KIẾN THỨC KỸ THUẬT
Đá mài khuôn mẫu nên dùng loại nào để ít cháy phôi
Th3
Đá mài khuôn mẫu nên dùng loại nào để ít cháy phôi? Kinh nghiệm từ thợ kỹ thuật
Trong nghề làm khuôn, nỗi ám ảnh lớn nhất của anh em chúng ta chắc chắn là hiện tượng cháy phôi (vết cháy tím) sau khi mài phẳng. Nó không chỉ làm mất thẩm mỹ mà còn làm biến đổi tính chất vật lý của bề mặt thép khuôn, gây nứt vỡ hoặc giảm tuổi thọ khuôn đáng kể.
Sau nhiều năm “ăn nằm” với các loại máy mài phẳng và xử lý đủ loại thép từ S50C, P20 cho đến SKD11, mình xin chia sẻ kinh nghiệm thực chiến về việc chọn loại đá mài sao cho thoát nhiệt nhanh và hiệu quả nhất.
1. Tại sao mài khuôn mẫu hay bị cháy phôi?
Trước khi chọn đá, anh em cần hiểu “bệnh”. Cháy phôi thường do 3 nguyên nhân chính:
-
Đá quá cứng: Hạt mài không tự vỡ để thay thế bằng hạt mới, gây ra ma sát trượt thay vì cắt gọt.
-
Tốc độ ăn dao quá sâu: Lượng nhiệt sinh ra tại vùng mài vượt quá khả năng tản nhiệt của dung dịch làm mát.
-
Cấu trúc đá quá dày: Không có khoảng trống (lỗ hổng) để thoát phôi, dẫn đến bết đá.
2. Loại đá mài “quốc dân” giúp hạn chế cháy phôi cực tốt
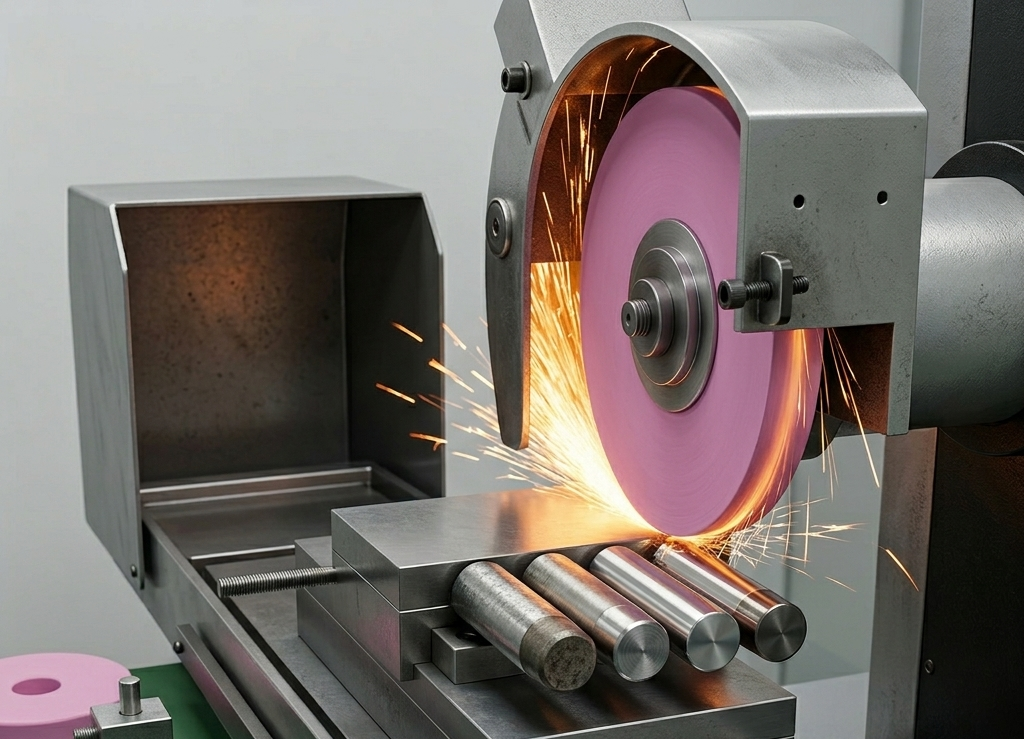
Đối với thép khuôn mẫu (đặc biệt là thép đã qua nhiệt luyện), dòng đá mài màu hồng (PA – Pink Aluminum Oxide) luôn là lựa chọn số 1. Loại đá này có đặc tính là độ cứng vừa phải nhưng độ giòn cao, hạt mài sắc bén và khả năng giữ form rất tốt.
Trong các dự án đòi hỏi độ chính xác cao và bề mặt không được phép có vết cháy, mình thường tin dùng dòng đá mài PA46K. Chữ “K” ở đây biểu thị cho độ cứng trung bình mềm, rất lý tưởng để đá tự “làm mới” trong quá trình cắt, giúp giảm nhiệt lượng tích tụ.
Gợi ý kích thước chuẩn cho máy mài phẳng:
Nếu anh em đang vận hành các dòng máy mài phẳng cỡ trung và lớn, hãy tham khảo hai mã cực kỳ ổn định tại ndu.com.vn:
-
Đá mài PA46K 400x50x127: Thích hợp cho các bề mặt khuôn lớn, diện tích tiếp xúc rộng. Độ dày 50mm giúp đá vận hành đầm, ổn định.
-
Đá mài PA46K 350x40x127: Dòng đá linh hoạt hơn, thoát nhiệt cực nhanh, phù hợp cho các chi tiết khuôn tinh xảo.
3. Bí quyết mài khuôn “mát máy, bóng bề mặt”
Ngoài việc chọn đúng loại đá mài hồng PA, anh em cần lưu ý các mẹo nhỏ nhưng có võ sau:
Lựa chọn cỡ hạt (Grit)
Với mài thô, hãy chọn hạt 46. Với mài tinh cần độ bóng cao hơn, có thể nâng lên hạt 60 hoặc 80. Tuy nhiên, hạt càng mịn thì nguy cơ cháy phôi càng cao, vì vậy dòng PA46K là điểm giao thoa hoàn hảo giữa tốc độ cắt và chất lượng bề mặt.
Chỉnh sửa đá (Dressing) thường xuyên
Đừng đợi đến khi thấy khói mới sửa đá. Hãy sử dụng mũi kim cương sửa đá để lấy lại độ sắc và tạo các khoảng trống li ti trên bề mặt đá, giúp dung dịch làm mát đi sâu vào vùng cắt.
Chế độ cắt hợp lý
-
Vận tốc đá: Nên tuân thủ theo khuyến cáo trên nhãn đá (thường dưới 33-35m/s).
-
Lượng ăn dao (Feed rate): Chia nhỏ lượng dư, mài nhiều pass mỏng thay vì một pass dày.
4. Mua đá mài khuôn mẫu ở đâu uy tín?
Thị trường hiện nay có rất nhiều loại đá mài “nhái” với chất kết dính kém, dễ gây láng đá và cháy phôi. Anh em nên tìm đến các đơn vị chuyên nghiệp như NDU để đảm bảo mua đúng dòng đá PA chuẩn, có độ đồng nhất cao giữa các viên đá.
Việc đầu tư một viên đá chất lượng như đá mài PA46K 400x50x127 không chỉ giúp bảo vệ phôi khuôn đắt tiền của bạn mà còn tiết kiệm thời gian gia công đáng kể.
NDU là đơn vị nhập khẩu và phân phối đá mài công nghiệp chất lượng cao, chuyên phục vụ gia công khuôn mẫu và thép hợp kim. Với kinh nghiệm thực tế và đội ngũ kỹ thuật am hiểu, NDU cam kết mang đến giải pháp tối ưu về hiệu suất và chi phí cho doanh nghiệp.
📞 Liên hệ ngay: Mr Lê Dũng: 0969 533 582 để được tư vấn kỹ thuật và báo giá tốt nhất, giúp doanh nghiệp tối ưu hiệu quả gia công và nâng cao năng suất sản xuất.
Kết luận: Để ít cháy phôi nhất, hãy ưu tiên chọn dòng đá PA (màu hồng) với độ cứng K. Đây là công thức “vàng” mà mình đã áp dụng thành công cho hàng ngàn bộ khuôn. Chúc anh em có những đường mài mượt mà!

