Đá Mài, KIẾN THỨC KỸ THUẬT
Đá mài khuôn mẫu dùng cho máy mài phẳng hay tròn
Th3
Đá mài khuôn mẫu dùng cho máy mài phẳng hay tròn? Kinh nghiệm chọn đúng 100% từ xưởng cơ khí
Trong quá trình làm khuôn, câu hỏi mà rất nhiều anh em kỹ thuật gặp phải là:
“Đá mài khuôn mẫu nên dùng cho máy mài phẳng hay mài tròn?”
Thực tế, nếu chọn sai loại đá – dù chỉ lệch một chút – cũng có thể gây cháy bề mặt, sai số kích thước, hoặc mòn đá cực nhanh.
Bài viết này sẽ chia sẻ kinh nghiệm thực chiến từ xưởng, giúp bạn hiểu rõ và chọn đúng ngay từ đầu.
1. Đá mài khuôn mẫu là gì? Vì sao phải chọn đúng loại máy?
Đá mài khuôn mẫu thường sử dụng hạt nhôm oxit (PA, WA) với độ hạt trung bình như 46# để cân bằng giữa tốc độ cắt và độ bóng bề mặt.
Đặc điểm chính:
- Mài thép cứng (SKD11, SKD61…)
- Yêu cầu độ chính xác cao
- Hạn chế cháy bề mặt
- Độ ổn định cực tốt khi chạy lâu
👉 Và quan trọng nhất:
Hiệu quả phụ thuộc 70% vào loại máy mài bạn đang dùng.
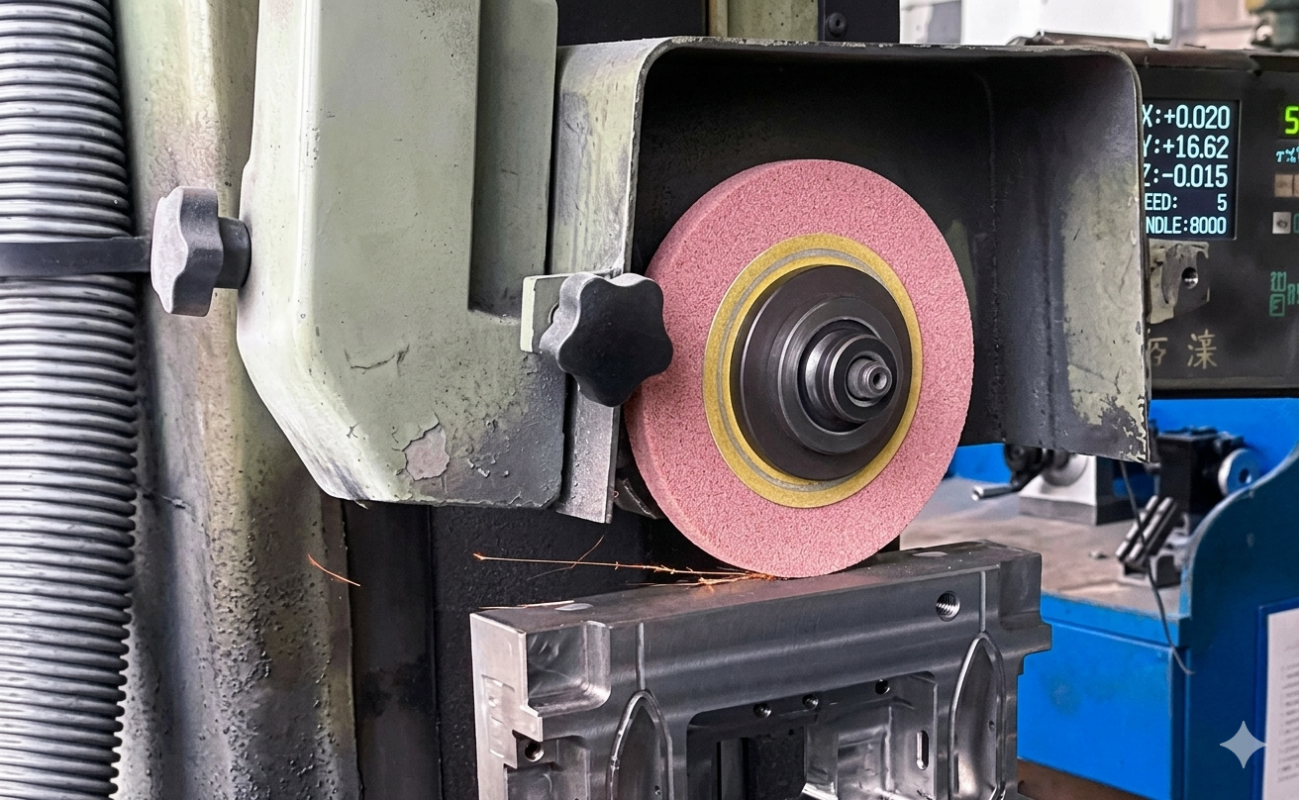
2. Đá mài khuôn mẫu dùng cho máy mài phẳng (Surface Grinding)
Khi nào nên dùng?
- Mài mặt phẳng khuôn
- Mài mặt phân khuôn
- Mài chi tiết yêu cầu độ song song, độ phẳng cao
Đặc điểm đá phù hợp:
- Đường kính lớn: 350 – 400 mm
- Bề rộng lớn: 40 – 50 mm
- Lỗ trục: 127 mm (phổ biến)
👉 Ví dụ thực tế:
Các dòng này:
- Cắt ổn định, ít rung
- Giữ biên dạng tốt
- Phù hợp máy mài phẳng công nghiệp
Kinh nghiệm xưởng:
Nếu bạn mài khuôn tấm lớn → ưu tiên đá 400
Nếu máy nhỏ hơn → chọn 350 là tối ưu
3. Đá mài khuôn mẫu dùng cho máy mài tròn (Cylindrical Grinding)
Khi nào dùng?
- Mài trục khuôn
- Mài chi tiết dạng trụ, lỗ
- Gia công bề mặt tròn chính xác
Đặc điểm đá:
- Đường kính nhỏ hơn (180 – 300 mm)
- Bề dày vừa phải
- Tốc độ quay cao hơn
👉 Ví dụ phổ biến:
- đá mài PA46K 180x32x31,75
Kinh nghiệm thực tế:
- Mài tròn cần đá cứng hơn chút (K → L)
- Nếu đá mềm quá → mòn nhanh
- Nếu đá cứng quá → dễ cháy phôi
4. So sánh nhanh: Mài phẳng vs Mài tròn
| Tiêu chí | Máy mài phẳng | Máy mài tròn |
|---|---|---|
| Ứng dụng | Mặt phẳng | Trục, lỗ |
| Kích thước đá | Lớn (350–400) | Nhỏ (180–300) |
| Độ ổn định | Rất cao | Trung bình |
| Yêu cầu đá | Cứng vừa (K) | Cứng hơn (K–L) |
| Nguy cơ lỗi | Cháy mặt | Oval, sai số tròn |
5. Sai lầm phổ biến khiến 90% xưởng bị hao đá
❌ Dùng đá mài phẳng cho mài tròn
→ Gây rung, sai số, mòn không đều
❌ Chọn sai kích thước đá
→ Máy yếu → rung → cháy khuôn
❌ Không đúng độ hạt
- Hạt thô → xước bề mặt
- Hạt mịn → mài chậm, dễ cháy
👉 Hạt 46# là lựa chọn cân bằng nhất cho khuôn mẫu
6. Gợi ý chọn đá mài chuẩn xưởng (đã test thực tế)
Cho máy mài phẳng:
👉 Phù hợp:
- Mài khuôn lớn
- Gia công thép đã tôi
- Chạy ổn định, ít rung
Cho máy mài tròn:
👉 Phù hợp:
- Mài trục, chi tiết nhỏ
- Tốc độ cao
- Độ chính xác tốt
7. Kết luận: Chọn đúng đá = tăng năng suất + giảm chi phí
Nếu bạn đang phân vân:
👉 Máy mài phẳng → chọn đá lớn (350 – 400)
👉 Máy mài tròn → chọn đá nhỏ (180 – 250)
Và luôn nhớ:
Đá mài tốt không phải là đá đắt nhất – mà là đá phù hợp nhất với máy và vật liệu
NDU là đơn vị nhập khẩu và phân phối đá mài công nghiệp chất lượng cao, chuyên phục vụ gia công khuôn mẫu và thép hợp kim. Với kinh nghiệm thực tế và đội ngũ kỹ thuật am hiểu, NDU cam kết mang đến giải pháp tối ưu về hiệu suất và chi phí cho doanh nghiệp.
📞 Liên hệ ngay: Mr Lê Dũng: 0969 533 582 để được tư vấn kỹ thuật và báo giá tốt nhất, giúp doanh nghiệp tối ưu hiệu quả gia công và nâng cao năng suất sản xuất.

