Đá Mài, KIẾN THỨC KỸ THUẬT
Đá mài PA46K 400 dùng cho máy mài phẳng hay mài tròn ngoài
Th3
Đá mài PA46K 400 dùng cho máy mài phẳng hay mài tròn ngoài?
Anh em trong xưởng hay hỏi câu này: dùng đá 400 thì nên chạy mài phẳng hay mài tròn ngoài cho hiệu quả hơn? Thực tế em đi nhiều xưởng rồi, câu trả lời không phải chọn 1 trong 2, mà là hiểu đúng để dùng cho đúng việc.
Nếu chọn đúng cách, đá mài PA46K 400x50x127 click có thể dùng rất tốt cho cả hai dạng máy, nhưng hiệu quả sẽ khác nhau rõ rệt.
Đặc điểm của đá mài 400 khi gia công thép SKD
Đá mài PA46K 400 là dòng đá mài thô chuyên dùng cho thép sau nhiệt như SKD11, SKD61 (~58–62 HRC). Điểm mạnh của đá nằm ở:
- Đường kính lớn → tiếp xúc ổn định
- Hạt 46 → cắt khỏe
- Độ cứng K → tự vỡ vừa phải
👉 Nhờ vậy, khi dùng đúng, đá vừa mài nhanh vừa ít bị lì.
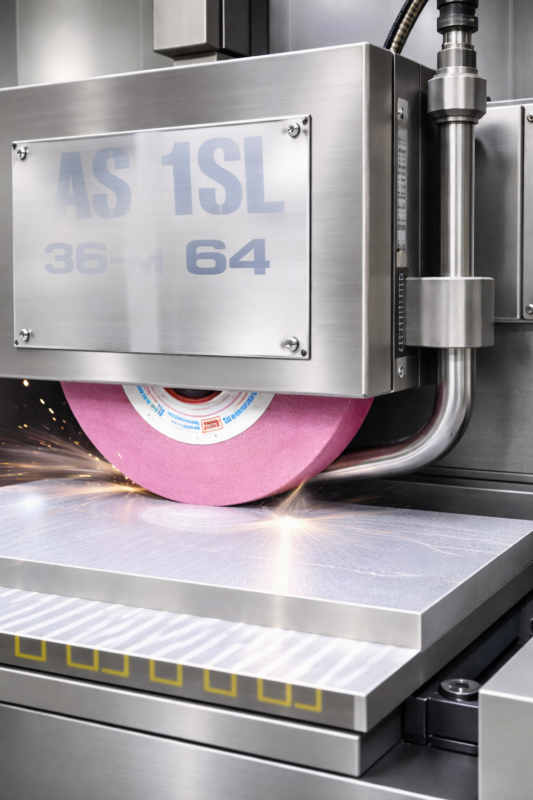
Mài phẳng – môi trường lý tưởng cho đá 400
Thực tế 80% xưởng khuôn sử dụng đá 400 cho mài phẳng, vì:
- Bề mặt tiếp xúc lớn → ăn đều
- Ít rung → bề mặt đẹp
- Tản nhiệt tốt hơn
Khi chạy đúng thông số, đá mài rất “ngọt”, ít cháy và giữ độ ổn định cao. Đây là lý do các xưởng làm khuôn SKD thường ưu tiên dùng đá 400 cho máy mài phẳng.
Mài tròn ngoài – dùng được nhưng cần kỹ thuật
Với mài tròn ngoài, đá 400 vẫn chạy tốt, đặc biệt khi gia công trục lớn. Tuy nhiên cần lưu ý:
- Diện tích tiếp xúc thay đổi liên tục
- Dễ sinh nhiệt nếu ép mạnh
- Cần kiểm soát lượng ăn dao tốt
👉 Nếu vận hành không chuẩn, rất dễ bị cháy hoặc sọc bề mặt.
Khi nào nên dùng đá 350 thay cho 400?
Trong nhiều xưởng, không phải lúc nào cũng cần dùng đá 400. Với máy công suất vừa hoặc người vận hành chưa quen, đá mài PA46K 350x40x31.75</b> là lựa chọn hợp lý hơn.
Theo kinh nghiệm thực tế:
- Dễ điều khiển hơn
- Ít rung với máy nhỏ
- Giảm rủi ro cháy phôi
👉 Đổi lại, năng suất giảm khoảng 15–20%
Vai trò của đá 180 trong hệ thống
Nhiều anh em nghĩ đá nhỏ sẽ “an toàn hơn”, nhưng thực tế đá mài PA46K 180x32x31.75 chỉ phù hợp khi:
- Máy nhỏ
- Chi tiết nhỏ
- Không gian hạn chế
👉 Không thể thay thế đá 400 trong mài phá
Thông số vận hành khuyến nghị
Để dùng đá 400 hiệu quả:
- Tốc độ quay: 1300 – 1500 vòng/phút
- Ăn dao: 0.01 – 0.02 mm
- Không ép mạnh
👉 Quan trọng nhất: luôn có nước làm mát đúng vị trí
Kinh nghiệm thực tế từ xưởng
Em từng gặp 2 xưởng cùng dùng đá 400:
- Xưởng A: mài phẳng → chạy rất ổn, ít lỗi
- Xưởng B: mài tròn ngoài → hay cháy
Sau khi kiểm tra thì không phải do đá, mà do:
- Ép lực quá lớn
- Không dress đá thường xuyên
👉 Điều này chứng minh: đá giống nhau nhưng cách dùng quyết định kết quả
Kết luận
👉 Đá mài PA46K 400 dùng cho máy nào tốt hơn?
✔ Mài phẳng → tối ưu nhất
✔ Mài tròn ngoài → dùng được nhưng cần kỹ thuật
👉 Nguyên tắc chọn nhanh:
- Mài phẳng SKD → ưu tiên 400
- Máy yếu → dùng 350
- Máy nhỏ → dùng 180
👉 Câu em hay nói với anh em:
🔥 “Đá tốt chưa đủ – phải dùng đúng mới ra sản phẩm đẹp”
NDU là đơn vị nhập khẩu đá mài công nghiệp chuyên dùng cho thép khuôn sau nhiệt, hiểu rõ thực tế xưởng và giúp khách hàng chọn đúng đá theo từng loại máy và nhu cầu gia công.
👉 Liên hệ Mr. Dũng – NDU: 0974.616.616

