Đá Mài, KIẾN THỨC KỸ THUẬT
Đá mài bị rung – phân tích nguyên nhân và cách cân bằng
Th3
Đá mài bị rung – phân tích nguyên nhân và cách cân bằng chuẩn kỹ thuật từ xưởng
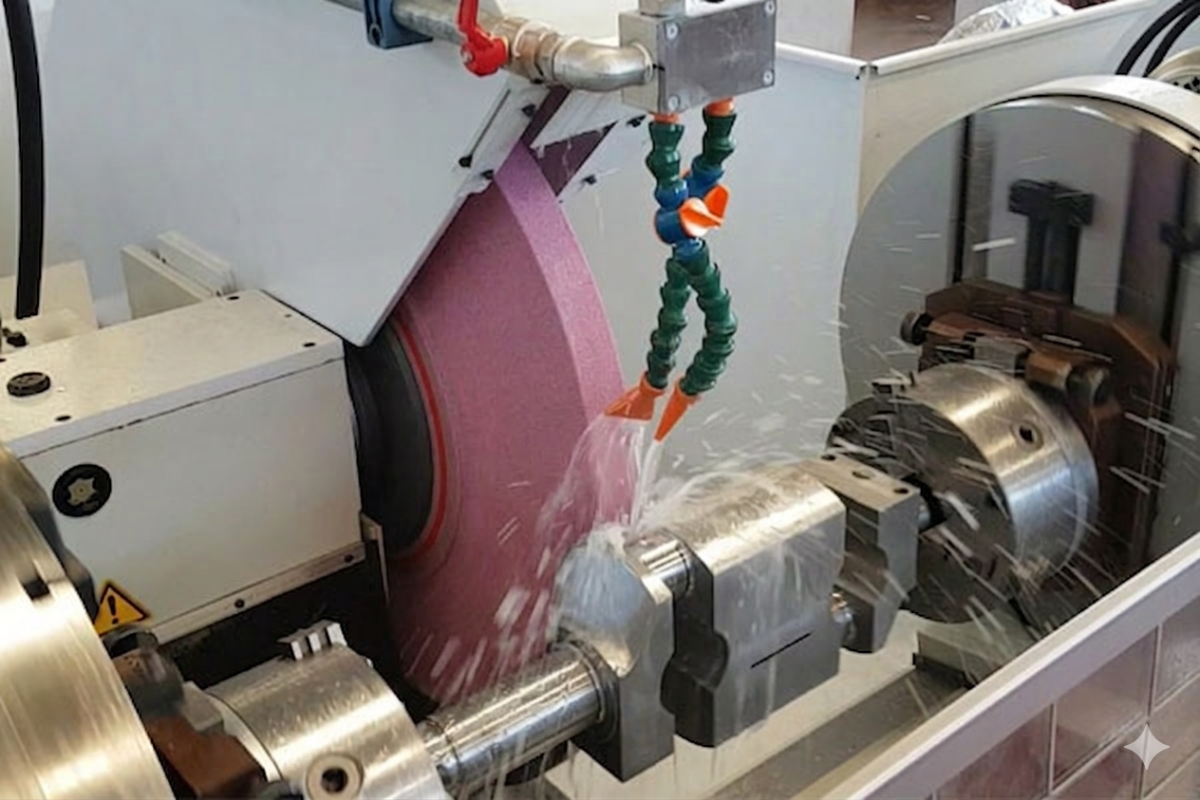
Đá mài bị rung là lỗi nghiêm trọng trong gia công cơ khí, đặc biệt khi mài khuôn mẫu và thép hợp kim. Khi xảy ra rung, bề mặt chi tiết sẽ bị sóng, sai kích thước và giảm độ chính xác, thậm chí gây nguy hiểm cho máy và người vận hành.
Trong thực tế, nhiều xưởng thay đá mới nhưng vẫn không khắc phục được tình trạng rung. Nguyên nhân chính không nằm ở đá mà đến từ cân bằng động, lắp đặt và thông số vận hành chưa đúng chuẩn.
Cơ chế gây rung trong quá trình mài
Rung trong mài không chỉ là hiện tượng cơ học đơn giản mà là sự cộng hưởng giữa:
-
Đá mài
-
Trục chính
-
Bệ máy
-
Phôi
Khi một trong các yếu tố này mất cân bằng → rung sẽ tăng dần theo thời gian và gây sai số lớn.
Nguyên nhân đá mài bị rung (phân tích kỹ thuật)
1. Đá mài chưa được cân bằng (balancing)
Đây là nguyên nhân phổ biến nhất.
Khi đá không cân bằng:
-
Khối lượng phân bố không đều
-
Tạo lực ly tâm lệch
-
Gây rung mạnh khi quay
👉 Đặc biệt với đá lớn như
đá mài PA46K 400x50x127 → https://ndu.com.vn/product/da-mai-pa46k-400-50-127mm/
👉 Nếu không cân bằng chuẩn → rung rất rõ
2. Lắp đá sai kỹ thuật
Các lỗi thường gặp:
-
Lắp lệch tâm
-
Mặt bích không sạch
-
Siết không đều
👉 Dẫn đến:
-
Đá quay không đồng trục
-
Tăng rung theo tốc độ
3. Trục chính (spindle) bị sai số
Nếu spindle:
-
Bị mòn
-
Bị đảo
-
Không đồng tâm
👉 Thì dù đá tốt vẫn rung
4. Đá mài bị mòn lệch
Khi đá mòn không đều:
-
Tâm quay bị lệch
-
Tăng lực rung
👉 Thường gặp khi không dress đá đúng cách
👉 Xem thêm:
đá mài không ăn phôi → https://ndu.com.vn/2026/03/20/da-mai-khong-an-phoi/
5. Tốc độ quay không phù hợp
📌 Thông số chuẩn:
-
Tốc độ vòng: 28 – 35 m/s
| Đường kính đá | RPM khuyến nghị |
|---|---|
| 400 mm | 1300 |
| 350 mm | 1500 – 1800 |
| 180 mm | 2800 – 3200 |
👉 Nếu tốc độ vượt ngưỡng:
-
Rung tăng mạnh
-
Nguy hiểm
Cách chọn đá mài giúp giảm rung hiệu quả
Gia công nặng – cần độ ổn định cao
đá mài PA46K 400x50x127 → https://ndu.com.vn/product/da-mai-pa46k-400-50-127mm/
Gia công phổ thông
đá mài PA46K 350x40x31.75 → https://ndu.com.vn/product/da-mai-pa46k-350-40-31-75mm/
Gia công tinh
đá mài PA46K 180x32x31.75 → https://ndu.com.vn/product/da-mai-dean-pa46k-180x32x31-752045/
👉 Các dòng đá mài khuôn mẫu này có cấu trúc ổn định, ít rung khi vận hành đúng kỹ thuật.
Bí kíp cân bằng đá mài chuẩn xưởng
1. Cân bằng tĩnh (static balancing)
-
Đặt đá lên trục cân
-
Điều chỉnh đối trọng
-
Dừng ở mọi vị trí
👉 Khi đá không tự quay → đạt chuẩn
2. Cân bằng động (dynamic balancing)
Áp dụng cho đá lớn:
-
Sử dụng máy cân bằng
-
Điều chỉnh theo tốc độ thực
👉 Giúp giảm rung ở tốc độ cao
3. Làm sạch mặt bích
Trước khi lắp:
-
Lau sạch bụi
-
Kiểm tra độ phẳng
👉 Chỉ cần lệch 0.01 mm cũng gây rung
Kỹ thuật dress đá để giảm rung
Dress không chỉ làm sắc đá mà còn:
-
Làm tròn lại bề mặt
-
Loại bỏ phần mòn lệch
-
Cân bằng lại đá
📌 Thông số dress:
-
Góc: 10–15°
-
Tốc độ: chậm, đều
-
Lặp lại: 2–3 lần
Quy trình chuẩn để mài không rung
-
Chọn đúng đá mài thép hợp kim
-
Cân bằng đá trước khi lắp
-
Lắp đúng kỹ thuật
-
Dress đá trước khi mài
-
Cài đặt tốc độ đúng tiêu chuẩn
Kinh nghiệm thực tế từ xưởng
-
90% rung do không cân bằng đá
-
Không lắp đá mới khi chưa kiểm tra mặt bích
-
Luôn dress đá sau khi cân bằng
-
Nếu rung → kiểm tra đá trước, không kiểm tra máy ngay
Tham khảo tiêu chuẩn quốc tế
nortonabrasives.com
👉 https://www.nortonabrasives.com
Kết luận
Hiện tượng đá mài bị rung có thể xử lý triệt để nếu:
-
Cân bằng đá đúng kỹ thuật
-
Lắp đặt chính xác
-
Sử dụng đúng thông số
👉 Đặc biệt, khi sử dụng:
kết hợp với cân bằng chuẩn, anh sẽ giảm rung tối đa và nâng cao độ chính xác gia công.
Liên hệ Mr. Dũng NDU 0974.616.616 để được tư vấn kỹ thuật chi tiết và báo giá cạnh tranh, giúp doanh nghiệp tối ưu năng suất và chất lượng gia công.

